13734465888



更新时间:2024-12-22 18:14:31 浏览次数:5 公司名称:聊城 金海金属材料有限公司
| 材质 | 碳钢 合金钢 |
|---|---|
| 质量 | 保质保量 |
| 价格 | 面议 |
| 专业 | 专业厚壁无缝钢管加工 |
| 厂家 | 聊城工厂专业制造 |
| 过磅 | 过磅称重 |


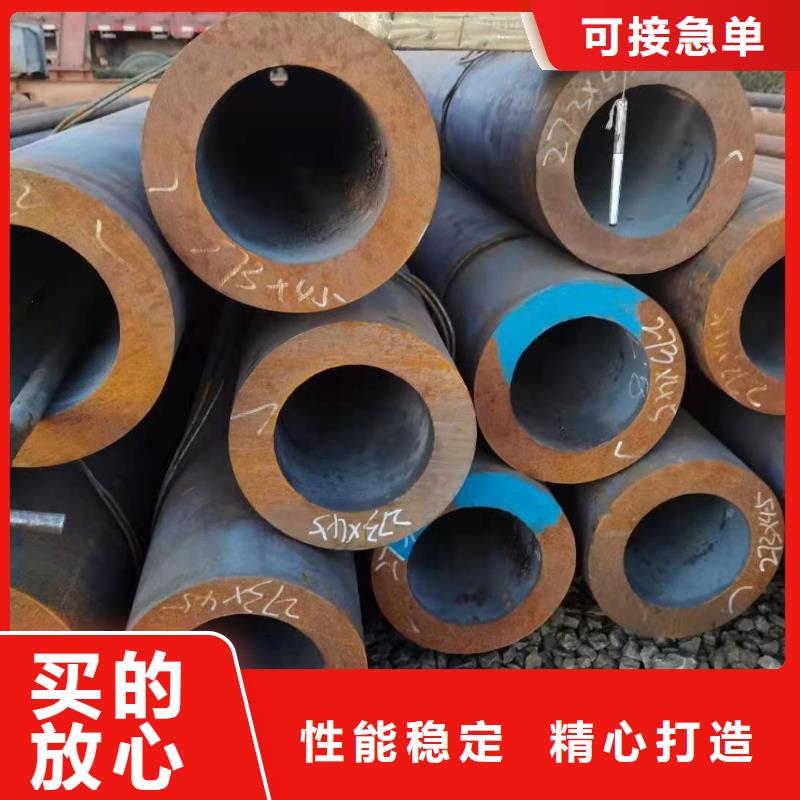


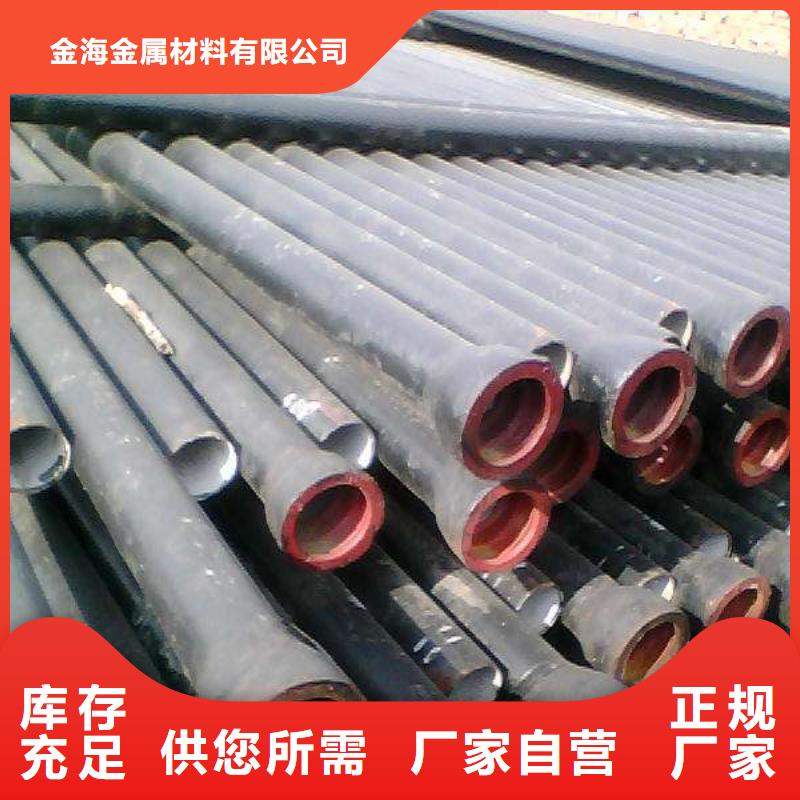


厚壁无缝钢管是一种具备空心横截面、附近沒有接缝处的条形不锈钢板材。有时候无缝管的表层在生产制造的全过程时会出現一些难题。下边厚壁无缝钢管生产厂家给大伙儿简易详细介绍下。
厚壁无缝钢管
1、圆度:环形横截面的轧材,如园钢和环形无缝钢管的截面上,每个方位上的直徑不一的水平;
2、规格偏差:因为冲压模具不科学或生产制造不正确,挤压成型加工工艺不善,磨具与挤压成型筒错误中,润化不科学等,造成金属材料流动性中各点水流量相距过大,进而造成热应力导致铝型材形变,或是因为驱动力过大或拉申校直过多造成铝型材规格误差;
3、弯折度:轧件在长短或总宽方位不竖直,呈曲线图状的水平;
4、长刀弯:厚钢板(或钢链)的长短方位在水准表面向一边弯折的状况;
5、瓢曲度:厚钢板(或钢链)在长短或总宽方位另外出現高矮波动的波浪纹状况,使其成为"瓢形"或"船形"的水平
6、脱方、脱矩:正方形、矩形框横截面的原材料对边不一或横截面的直线不一;
7、扭曲:条型轧件沿纵轴拧成螺旋形;
8、拉痕(划道):呈平行线沟状,人眼可看到沟底遍布于不锈钢板材的部分或总长的状况。



金海金属材料有限公司秉承对 云南怒江精密管产品达到工艺品质的j i致追求,汲取 云南怒江精密管领域严谨的工艺标准及管理哲学,引进精尖设备,打造制造基础的硬实力;招募尖端人才,打造一支由管理人才、技术人才和营销人才为一起的高素质团队。本着“人才、技术、质量、服务”的先进管理理念,夯实企业基础。注重把好“五关”:研发新产品品质关、原材料进厂品质关、制造过程品质关、成品出厂品质关、售后服务品质关。



造成厚壁无缝钢管纵裂的缘故是各个方面的,有原材料的因素,也是有加工工艺的因素。如厚壁无缝钢管自身塑性变形差或淬火欠佳,纵裂展现的概率便会加上,但直接原因取决于冷拉后的厚壁无缝钢管存有较高的剩下地应力。
从裂开结构力学的意识看来,预制构件的裂开是由于其內部微裂痕的转化成和拓展的成效。厚壁无缝钢管的纵裂压根归入延性裂开,其裂痕形状为开启型。
一般状况下,金属材料中小型裂痕的存有是难以避免的,但在原材料标准同样的状况下,裂开是不是会产生则在于实际效果在预制构件上的拉应力大小。实际效果在预制构件上的拉应力可因此 另加荷载,也可因此 存有于自身的剩下地应力。
厚壁无缝钢管冷拉非常是空拔后,存有着较高的剩下地应力,这一地应力在厚壁无缝钢管外表面相邻的径向和径向主要表现为拉应力,其值可抵达******值。根据所述张型裂开原理,可以认为,存有于厚壁无缝钢管外表面相邻的径向剩下地应力对厚壁无缝钢管纵裂起着至关重要的实际效果。


厚壁无缝钢管成型加工工艺,即厚壁无缝钢管发电机组成型及口模一部分板孔设计方案和调节方式均会立即危害电焊焊接品质的好坏。传统式的成型加工工艺为辊式成型加工工艺,有人下单半经,双半经;W反弯法成型板孔管理体系,再加二辊、三辊、四辊或五辊挤压成型辊,二辊或四辊口模来确保成型品质。此类传统式辊式成型加工工艺,大多数用以直徑低于φ114mm的厚壁无缝钢管发电机组。英国的排辊成型加工工艺、奥钢联的CTA成型技术性,日本国中田的FF或FFX软性成型技术性等,对成型后的焊缝样子和优良的工艺性能都是有不错的确保,适用规格型号范畴更广的厚壁无缝钢管发电机组。各种各样成型生产工艺,有不一样优点和缺点,合适不一样的标准,依据商品考试大纲、商品主要用途应在机器设备型号选择时深思熟虑、以挑选不一样的成型生产工艺。
以便降低弹性变形,针对厚壁无缝钢管发电机组生产加工形变道次都比一般厚壁无缝钢管道次相对2~3道次。在形变分配上,应降低原始时形变视角,确保平稳的咬入,正中间弯型视角适度增加,后侧形变适度降低,形变道次不仅是降低形变力,还可使热轧带钢有释放出来表层地应力的机遇,让表层地应力的梯度方向迟缓,能够 防止出现裂痕。在调节全过程中,******应确保竖直轴线的各道次统一-,以管理中心做为基轴,找准定位规格及正中间套,在直线的部位上,应依照加工工艺分配,产生进山线(出山线)平平行线,不可以出現曲线图颤动。在沒有穿带前,就应当调节好各声卡机架的板孔样子,测量各道次规格,确保商品平稳进到各声卡机架。在调节时要平衡承受力,不能在一个声卡机架上强制形变,确保提高角平稳匀称转变。


